裹涂系统主要有两种: 上浆机 和 撒裹料机。所需的涂料特性,如粘附性、厚度、一致性、质地和外观,结合烹饪/冷冻过程,将影响所选择的应用方法。
在浸蘸式上浆机中,产品位于进给端,并均匀穿过浆料。按住式输送机通过水下部分保持产品速度和方向。浆料池的长度和深度由料井中的浆料水平进行控制,浆料水平可调节。当产品从料井中移出时,通过可调节的空气吹出歧管进行输送,以去除多余的浆料。
非常适合:
 在顶帘,或瀑布式上浆机中,不锈钢带在2帘或4帘浆料瀑布下运输产品,并通过一个可调节深度的浆料坑。当产品从上浆机中移出时,它通过可调节的空气吹气歧管进行输送,以去除多余的浆料。
在顶帘,或瀑布式上浆机中,不锈钢带在2帘或4帘浆料瀑布下运输产品,并通过一个可调节深度的浆料坑。当产品从上浆机中移出时,它通过可调节的空气吹气歧管进行输送,以去除多余的浆料。
非常适合:
产品被存放在进给端的粉料床上,并通过粉料瀑布向前输送。产品存放量是可调节的,以确保充分和统一的上粉。可拆卸压缩辊轻轻地将粉料的顶层压在产品上。随着产品的继续向前移动,粉料床落在不锈钢带上,通过再循环系统返回。带两把空气刀的空气吹气部分可以去除多余的粉料。
非常适合:
 产品被存放在进给端的粉料上,并穿过粉料瀑布进行输送。产品的存放量是可调节的,以确保充分和统一的上粉。可拆卸压缩辊轻轻地将粉料的顶层压在产品上。然后,产品被翻过来三次,在通过两个中间输送机转移到主传送带卸料的过程中进行再次上粉。当产品输送时,粉料床落在不锈钢上,通过再循环系统返回。带两把空气刀的空气吹气部分可以去除多余的粉料。
产品被存放在进给端的粉料上,并穿过粉料瀑布进行输送。产品的存放量是可调节的,以确保充分和统一的上粉。可拆卸压缩辊轻轻地将粉料的顶层压在产品上。然后,产品被翻过来三次,在通过两个中间输送机转移到主传送带卸料的过程中进行再次上粉。当产品输送时,粉料床落在不锈钢上,通过再循环系统返回。带两把空气刀的空气吹气部分可以去除多余的粉料。
非常适合:
产品在面粉或粉料中轻轻翻滚,以均匀地涂上粉料。产品被存放在进给输送机中,并排入滚筒口。缓慢旋转的滚筒使产品通过粉料,并将上粉后的产品输送到
卸料输送机上。粉料通过进给漏斗进料,并螺旋进入滚筒中。粉料与产品一起沿着滚筒内壁移动,并通过滚筒的穿孔部分进入筛选传送带上,去除团块,将无块粉料返回到滚筒内。
非常适合:
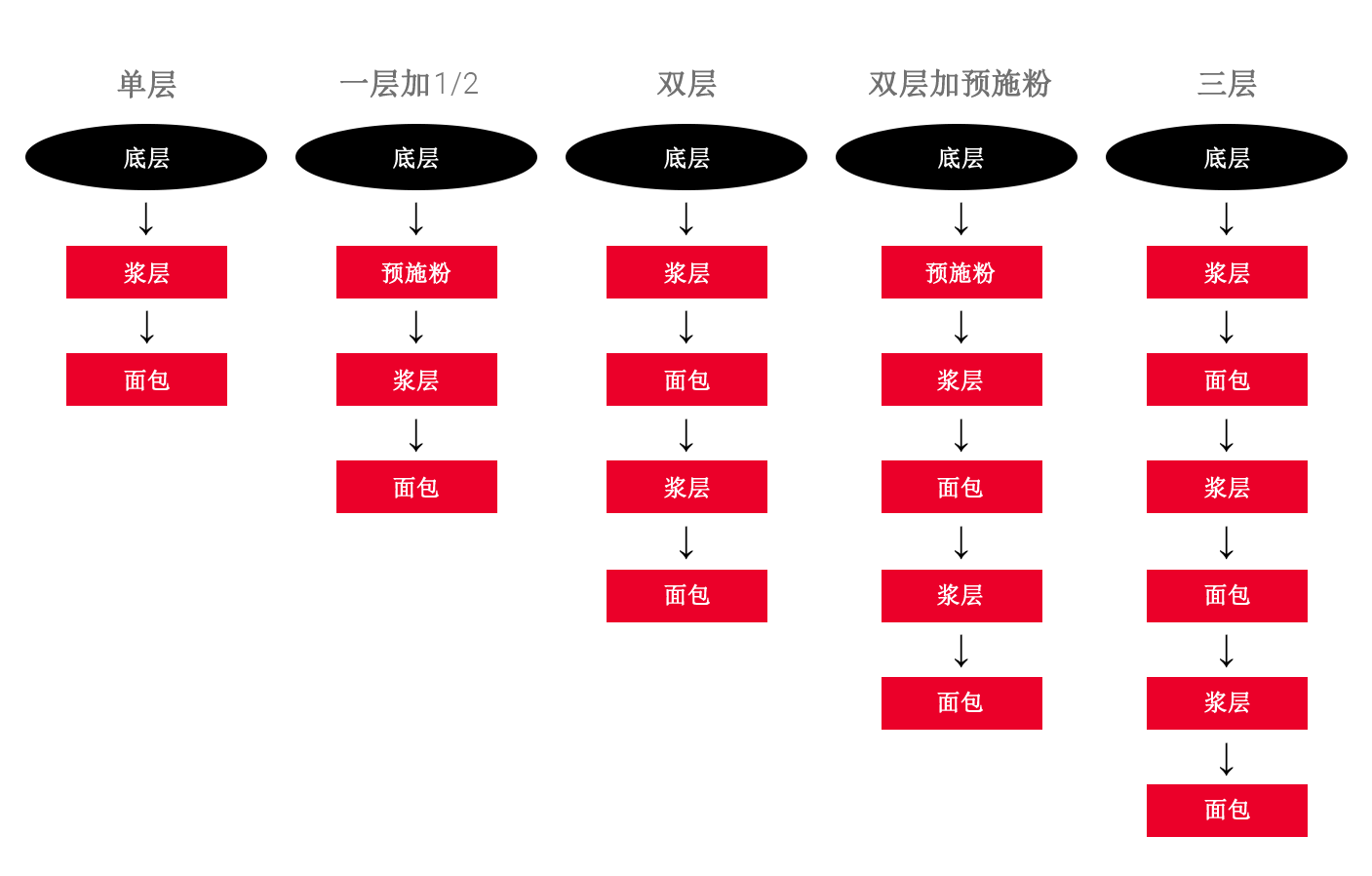
只上一次料的处理系统。通常为预上粉、上粉或单上浆和上粉工艺。
当所需的总处理量低于35%时,则使用单通线。当需要或要求增加粘附性时,可以为单通线添加预上粉工艺。
在产品上涂上面糊和/或裹上面包屑两次的过程。通常用于所需涂层拾取量超过 35% 的情况。包衣虾通常通过双道工艺加工。当需要或需要增加附着力时,在双道上添加预除尘剂。
在产品上涂上面糊和/或裹上面包屑三次的过程。所需涂层拾取量超过 45% 至 50% 的地方。这种厚涂层的一个例子是任何油条型产品。
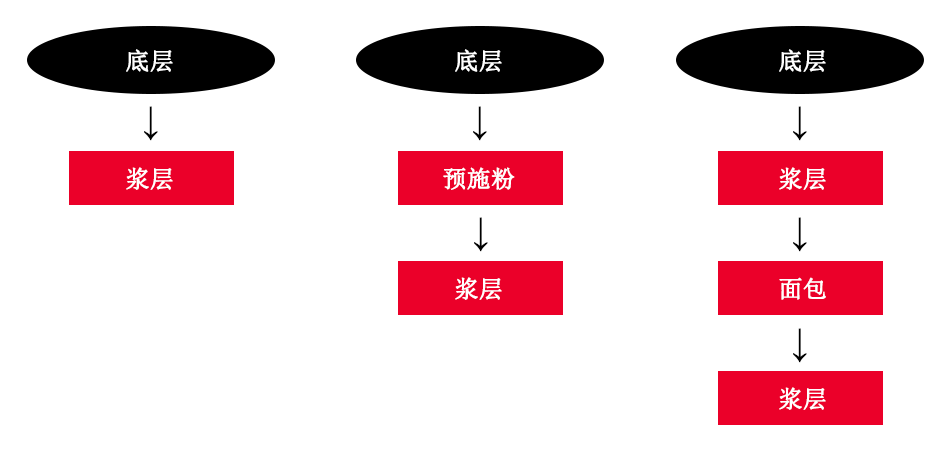
通常在基材表面粗糙和/或干燥时使用,该工艺能让浆料很好地粘附在产品上。由于冷冻表面难以涂覆,它们不适合只有上浆的工艺。一个合适的产品的例子是上浆绿豆天妇罗。
预上粉用于光滑或坚硬的表面,以增加浆料和基材的粘附性。预上粉的粉料可以是面粉、干面糊或其他与粘附剂混合的混合物,以便更好地将敷料与基材结合。
此工艺使产品具有“上浆”敷料的纹理和少量干粉料,形成独特的咬感和“口感”。




